您好,欢迎来(lái)到(dào)巩(gǒng)义市特级丰满少妇一级AAAA爱毛片(shèng)管道设(shè)备有限公司!
 电话:15838165939电话:15838165939
电话:15838165939电话:15838165939

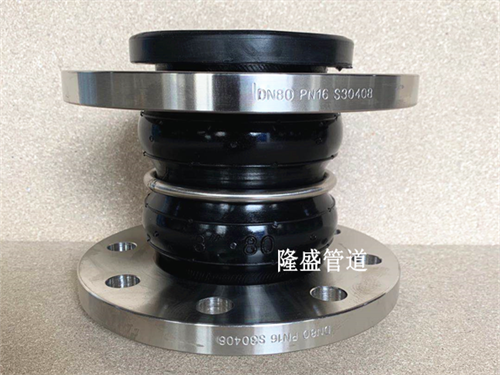
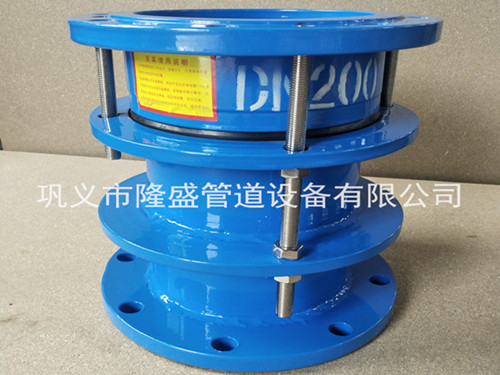
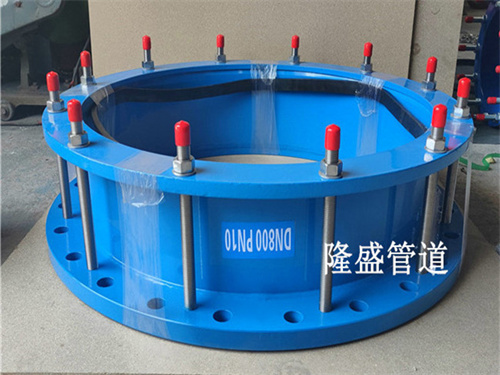
在双法兰限位伸缩接头的外表面(miàn)和轴线成一定角(jiǎo)度的折叠缺陷(xiàn)。导致外折的主要原因是双法兰限位伸缩接头的缺陷,具体表现为:(1)双法兰限位伸缩接头表面的凹坑和渣(zhā)孔,经(jīng)过轧制后在双法兰(lán)限位伸缩接头表面(miàn)形成片状外折;(2)双法(fǎ)兰限位伸(shēn)缩接头内皮下(xià)裂纹在(zài)加热时会延伸和扩展,经(jīng)过轧(zhá)制后会产生和双法兰限位伸缩接头轴形成一定角度的较(jiào)长的外(wài)折;(3)双(shuāng)法兰限位伸缩(suō)接头的(de)纵向裂纹在加热时会延伸(shēn)或(huò)扩展,严重的甚至裂开,经过轧制后形成的外折更加严重,甚至会发生双法兰(lán)限位伸缩(suō)接头(tóu)裂开。
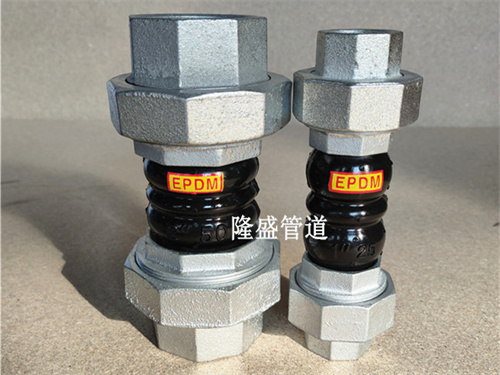
在双法兰限位伸缩接头的过程中,接近(jìn)双法兰限位(wèi)伸缩接头的速(sù)度比(bǐ)毛管的(de)运动(dòng)速度大,导致双法(fǎ)兰限位伸缩接头之间形成的滑动比较大,随着(zhe)不断(duàn)地(dì)增加轧制的次数,接近(jìn)双法兰限位伸缩接头表面逐渐形(xíng)成了瘤状金(jīn)属物,在双法兰限位伸缩接头时会产生压、划的痕迹,经过后面工序的加工,这些痕迹会逐渐变成细(xì)小(xiǎo)的发纹缺陷。
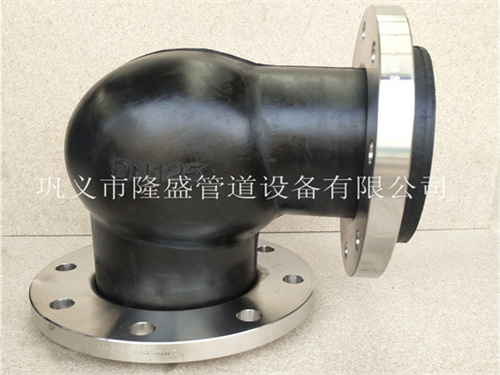
因(yīn)为双法兰限位伸缩接(jiē)头曲(qǔ)率半径较小,经常会发生(shēng)耦合不良、波束严重(chóng)扩(kuò)散等情况,降低双法兰限(xiàn)位伸缩接头探伤的灵敏度(dù),所以双法兰限位伸缩接头一般采用水浸聚焦探头利(lì)用横波束探伤,能快(kuài)速准确的发现双法兰限位伸(shēn)缩接头外表和近表面的缺陷,还能发现双法兰限(xiàn)位伸缩接(jiē)头内(nèi)部的不足,使其检测的(de)分辨率和灵敏度提高。另外(wài)在小孔(kǒng)径(jìng)探伤中,一般(bān)选择点聚焦探头对双法兰限位伸缩接头进行探伤,一般采(cǎi)用(yòng)2.5~10MHz频(pín)率范(fàn)围进行检测。
双法(fǎ)兰限位(wèi)伸缩接头横波斜入射(shè)及纵波垂直入射检测(cè)波(bō)形特征均与(yǔ)单个夹杂物相同,区别只是缺陷呈密集(jí)状分布于双法兰限位伸(shēn)缩接头的不同深(shēn)度范围和长度范围。移动探头时,波形起伏变化,但起伏缓慢。纵波垂(chuí)直入射检(jiǎn)测(cè)双法兰限位伸缩接头时,密集缺陷对底波幅度几(jǐ)乎没(méi)有影响。双法兰限位伸缩接头外壁(bì)淬火裂纹直观,双法(fǎ)兰限位伸缩接头内(nèi)壁淬火裂纹。内壁淬火裂纹多数在双法兰限位伸缩接(jiē)头(tóu)纵向长度的中部产生,有时也在双法兰(lán)限位伸缩接头(tóu)端部产生,呈径向分布,裂纹长度以纵向延展居多(duō),也有横向(xiàng)及斜向延伸的情况,裂(liè)纹很细,肉眼看不到开口,一般呈密集(jí)分布或断续(xù)延伸,锯切后端面宏观形貌及内窥镜观察形貌。

扫一扫关注我们